

The first step in any hydraulic system is the pump unit. In this post, I’ll explain all the parts in a pump unit, what they do, and what is needed for a good set of hydraulic gates. Keep in mind that every system is different and has it’s own set of demands. This is a blog post, not a technical manual!.
The way to design your system is to decide what kind of actuators you are going to be using, and how fast you need them to move. You can figure it out by hand, but there are some good calculators, both online and in apps. First, figure out how much power you on a gate. Most gates actually don’t take all that much power to move. The exception is solid gates that might be moving in the wind, but that’s not that common.
I like to use smaller 1.5” cylinders. If your bypass is set at 1,500psi, a 1.5” cylinder can put 630 pounds of force on the extend side. As your cylinder is usually mounted about a foot or so from the hinge, this is pretty easy to calculate that it would take 63 pounds of force to stop it at the end of a 10’ gate. Not an insignificant force, but one that most people can apply without getting knocked over, and certainly not enough to crush a person, or cow. By comparison, a 2” cylinder can apply 1,500psi of force which is 150lbs at 10’. This is enough to push over all but the strongest of people and is quite a lot of force if your are trapped.
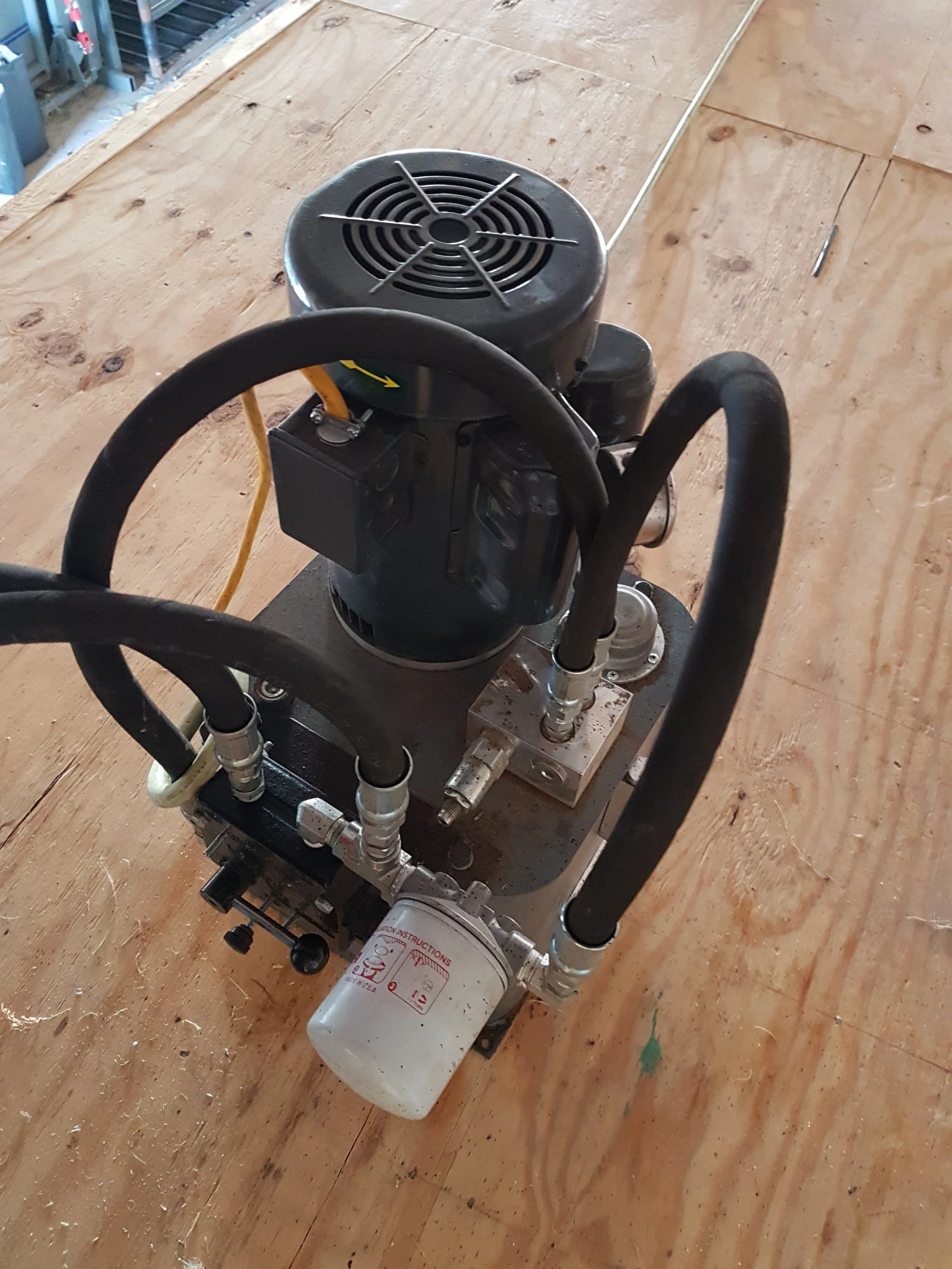
An example of a good quality all in one hydraulics unit with a flow controller and filter added.
Now, lets look at the speed you need. I think 3 to 4 seconds to open a gate is a good speed. It’s not too fast that you can damage the gate or hurt anyone that might be in the way, but it’s fast enough that it doesn’t cause a delay in your operations. So, a 12” cylinder with a 1.5” bore needs 6.75cu in of fluid to extend. A gallon is 231 cubic inches. So a 1 gpm pump gives us 3.85 cu in per second. This means it can actually open our gate in less than 2 seconds! So, what we want is a way to apply about 1,500 psi, but less than 1gpm.
What I like is a pump unit that is very commonly available from a major supplier. That way if it goes out, it can be replaced in a matter of a day or two, not a week or two. The unit I like gives more flow than I need and is really usable all day every day. You can then mount a flow control to get exactly the correct GPM for your gates.
If you want to have a system that is used all day, on a circuit that runs around to gates and must be reliable. I’d recommend using a high quality pump unit that runs all the time. This circulates the fluid thru the valves and is ready to operate anytime you push the buttons. This kind of unit can operate a gate thousands of times per day without any problems. In addition, they have high quality components that can be replaced if they break.
The power is either 120vac, simple wall power, or 240vac, like a welder or dryer. These units call for 20 amp plug in but this is only used for starting them, I have operated them off of simple outlets on a generator many times without any problems.
The hydraulics interface is thru 2 simple ports. they are O-ring ports, so the first thing you need to do is get an adapter to get to pipe thread, or JIC fittings do you can go into a hose.
I like to mount a flow controll valve, and the filters right on the pump unit, but they can also be mounted on the wall, or really any place along the circuit.

flow control like this one can control your flow to make your gates go exactly the speed that you want them to.
The flow control has 1 port marked IN, and two which are marked “CF” and “EF” The CF is the one that you will use on your circuit, it will remain at a constant flow no matter the back pressure on the circuit. The “EF” will be just dumped back into the tank after running thru the filter.
This arrangement allows you to do two things. First, the flow of the circuit is controlled, so you can have your gates flow at just the speed you want them to go. Second, you can turn the flow control to “0” and all the fluid will return to the tank with none of it trying to go thru the circuit. This is very handy when it’s super cold.
these systems often have hundreds of feed of hose. this hose holds a lot of fluid in it, and when the fluid is cold, it can take a lot of force to get it to move thru the long hoses. This creates a big problem when you stat up your system. It immediately builds up a lot of pressure and your electric motor soon starts overheating, smoking, and eventually decides to call it a day and quits.
If you turn your flow control to “0” this eliminates all that back pressure because all the fluid is just returning thru 30 inches of hose and dumping into the tank. You can slowly start turning up the flow controll. turn it up to where the gauge is just under the bypass level and let it run for a while, you’ll be able to turn it up a little at a time until you’re running at the speed you want. The motor will still be working hard because the fluid isn’t hot, but it will work without starting on fire.

On this pump you can see a high pressure filter and a return filter mounted on top of the flow control.
The next item is filters. I can’t stress enough how important filters are on a circuit that will include electric controlled valves. I’ll talk about that more on the post about valves, but lets just say that the electric valves are a lot more prone to getting jammed up than manual valves are. In addition, these systems are really hard to keep clean during construction. You are dealing with lots of super long hoses and you are bound to get some rubber and sand in the hoses during assembly. Additionally, the units will run in dusty barns were they will ingest more sand over time.
The way to deal with this is filters. There are 4 filters on a system like this.
The suction strainer. There is a screen in the tank that keeps out big chunks from being ingested into the pump. this screen can’t be too fine, so it’s only really good for big pieces of metal, rubber, and sand. Small contaminants are not stopped by this screen.
The breather: The cap of the hydraulic tank is a kind of air filter. Unfortunately, it’s usually a cheap screen that can get plugged up with dust fairly quickly. This can cause problems on some designs, but is rarely an issue on these gate systems. However, it’s not a bad idea to change these out every year.
The return filter: This is the filter that looks like a car oil filter. All the fluid that is coming back from the circuit passes thru this filter before it dumps into the tank. This filter is intended as a way to keep the oil generally clean. It does not protect any specific component, but rather cleans all the oil every time it returns home.
There is a bypass on these filters, so when the oil is cold, or the filter is plugged, the oil does not pass thru the filter but returns to the tank directly.And finally, there can be a pressure filter. This filter is a super fine metal screen that is in a heavy aluminium case. This filter actually filters the oil after is is pumped but before it enters the valve. This catches any pieces of junk that has been sucked up by (or created by) the pump before it can get into the valves.
This wraps up the info on the pump unit. Just a few trouble shooting items for you:
If you start the unit the first time and it spins but doesn’t pump, check your rotation, it’s pretty easy to have it hooked up to rotate backwards.
A pump unit like I have in these pictures holds about 6 gallons of fluid, but you will usually need a minimum of 10 to 15 gallons of fluid because it’s common to have as much in your hoses as you have in your tank, or even 2 or 3 times as much on long systems.
In cold weather, make sure to keep it inside, and slap on a magnetic heater to warm the oil up over night.
Change the spin-on return filter after the first few hours. New oil from a 5 gallon tank is really dirty, and your hoses and cylinders have a lot of junk in them too (rubber from cutting them, and lets face it, you drug them in the dirt at least once, didn’t you!) After the first change, change them each year as a good practice. they only cost a few bucks and you can pick them up at the local auto parts store.
When it’s cold out, turn your flow control to “0” and turn the pump on. After it’s running, slowly turn up the flow control until the pressure is just under the bypass pressure. As it warms up, the pressure will drop and you can turn it up a little more until you are at the rate you want to be at.
If you find these posts helpful or have any questions, let me know in the comments below and share on social media. I love to hear from you.
Make sure to follow along on social media (links at bottom of the page) and don't be a stranger if you’re needing some help designing up a set of corrals! Click the contact button to send an email, or write me at jake@aurochsconsulting.net